產(chan) 品的包裝離不開紙張,而這些包裝材料在覆膜之後,有具有更好的韌性、防汙防塵效果更佳,因此在包裝行業(ye) ,對包裝材料覆膜是目前常見的紙質印刷品印後加工工藝之一。
覆膜是將塗布黏合劑後的塑料薄膜,與(yu) 紙質印刷品經加熱、加壓後黏合在一起,形成紙塑合一的產(chan) 品。

經過覆膜的印刷品,由於(yu) 表麵多了一層薄而透明的塑料薄膜,表麵更加平滑光亮,不但提高了印刷品的光澤度和牢度,延長了印刷品的使用壽命,同時塑料薄膜又起到防水、防汙、耐磨、耐折、耐化學腐蝕等保護作用。如果采用透明亮光薄膜覆膜,覆膜產(chan) 品的印刷圖文顏色更鮮豔,富有立體(ti) 感,特別適合綠色食品等商品的包裝,能夠引起人們(men) 的食欲和消費欲望。如果采用亞(ya) 光薄膜覆膜,覆膜產(chan) 品會(hui) 給消費者帶來一種高貴、典雅的感覺。因此,覆膜後的包裝印刷品能顯著提高商品包裝的檔次和附加值。目前,常見的覆膜包裝產(chan) 品有紙箱、紙盒、手提袋、化肥袋、種子袋、不幹膠標簽等。
按照紙質印刷品的覆膜過程可將覆膜工藝分為(wei) 3類:幹式覆膜法、濕式覆膜法和預塗覆膜法。
幹式覆膜法是目前國內(nei) 最常用的覆膜方法,它是在塑料薄膜上塗布一層黏合劑,然後經過覆膜機的幹燥烘道蒸發除去黏合劑中的溶劑而幹燥,再在熱壓狀態下與(yu) 紙質印刷品黏合成覆膜產(chan) 品。
濕式覆膜法是在塑料薄膜表麵塗布一層黏合劑,在黏合劑未幹的狀況下,通過壓輥與(yu) 紙質印刷品黏合成覆膜產(chan) 品。自水性覆膜機問世以來,水性覆膜工藝得到了推廣應用,這與(yu) 濕式覆膜工藝所具有的操作簡單,黏合劑用量少,不含破壞環境的有機溶劑,覆膜印刷品具有高強度、高品位,易回收等特點密不可分。目前,該覆膜工藝越來越受到國內(nei) 包裝廠商的青睞,已經廣泛用於(yu) 禮品盒和手提袋之類的包裝。
預塗覆膜法是覆膜廠家直接購買(mai) 預先塗布有黏合劑的塑料薄膜,在需要覆膜時,將該薄膜與(yu) 紙質印刷品一起在覆膜設備上進行熱壓,完成覆膜過程。預塗覆膜工藝始於(yu) 上個(ge) 世紀90年代。通過專(zhuan) 用設備將熱熔膠或低溫樹脂按照設計定量均勻地塗布在薄膜基材上,得到的就是預塗膜。預塗覆膜法省去了黏合劑的調配、塗布以及烘幹等工藝環節,整個(ge) 覆膜過程可以在幾秒鍾內(nei) 完成,對環境不會(hui) 產(chan) 生汙染,沒有火災隱患,也不需要清洗塗膠設備等。目前該工藝已用於(yu) 藥品、食品包裝領域。
1、覆膜的概念及作用
覆膜又稱"過塑"、"裱膠"、"貼膜"等,屬於(yu) 印後加工的主要工藝之一。是指在透明塑料薄膜上塗粘合劑並與(yu) 紙印刷品複合,然後經加熱、加壓後使之粘合在一起,形成紙塑合一的產(chan) 品加工技術。
經過覆膜的印刷品,由於(yu) 表麵多了一層薄而透明的塑料薄膜,表麵更加平滑光亮,從(cong) 而提高了印刷品的光澤度和牢度,延長了印刷品的使用壽命,同時塑料薄膜又起到防水、防汙、耐磨、耐折、耐化學腐蝕等保護作用。
2、覆膜工藝分類
1)根據所采用原材料和設備的不同,可將覆膜工藝分為(wei) :即塗覆膜工藝和預塗覆膜工藝兩(liang) 種。
即塗覆膜工藝所用的薄膜是現場塗布的,所使用的粘合劑一般有溶劑型和乳液型兩(liang) 種,並且是隨用隨配。即塗覆膜工藝操作時先在薄膜上塗布粘合劑,之後再與(yu) 紙複合熱壓。
預塗膜覆膜工藝所用的薄膜是預先塗布好的,所使用的粘合劑一般有熱熔型和溶劑揮發型兩(liang) 種。此工藝因覆膜設備不需粘合劑加熱幹燥係統,大大簡化覆膜程序,且操作靈活方便,可隨用隨開機,能減少氣泡、脫層等故障產(chan) 生,其成品透明度高,具有廣闊的應用前景和推廣價(jia) 值。
2)覆膜工藝也可按照冷熱、壓力狀況和材料分為(wei) :冷(冷壓)覆膜、熱(熱活)覆膜和液體(ti) 覆膜等方式。
熱覆膜技術是指將膜片上預塗的粘合劑加熱活化,通過它將膜片與(yu) 印品粘合在一起;而冷覆膜則是通過加壓,直接靠粘合劑把薄膜與(yu) 印品粘合在一起。這兩(liang) 種方法都可製作出紫外線防護膜、防水或抗摩擦膜等各類特種膜。最近,還出現一種新興(xing) 技術,叫"液體(ti) 覆膜"法。就是將透明液體(ti) 用刷子、噴槍、滾筒或特殊覆膜機直接在產(chan) 品表麵刷上一層膜。技術操作雖簡單,價(jia) 錢亦低廉,但目前還不成熟。
3、覆膜工藝
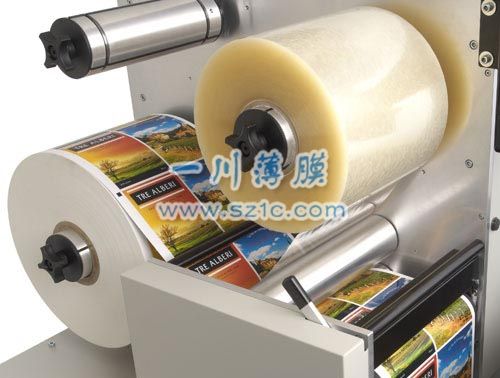
工藝/準備→安裝塑料薄膜滾筒→塗布粘合劑→烘幹→設定工藝參數(烘道溫度和熱壓溫度、壓力、速度)→試覆膜→抽樣檢測→正式覆膜→複卷或定型分割。
1)工藝準備工作
準備工作是否充分,對保證覆膜生產的正常進行,提高生產效率和產品質量有很大影響。覆膜生產的;隹備工作一般應包括:待覆印刷品的檢查、塑料薄膜的選用以及粘合劑配製等。
2)安裝塑料薄膜卷筒
將選定的薄膜按印刷品的幅麵切割成適當寬度後,安裝在覆膜機的出卷裝置上,並將塑料薄膜穿至塗布機構上。要求薄膜平整無皺,張力均勻適中。如覆膜印刷品要做成紙盒,則須考慮留出接口空隙,否則粘接不牢。
3)塗布粘合劑
首先,粘合劑的粘稠度應視紙質好壞、墨層厚薄、烘道溫度及烘道長短、機器轉速等因素而定。當墨層厚、烘道溫度低、烘道短、機速快時,粘合劑的粘度應適當增大,反之則相反。其次應掌握塗布膠層的厚度,使之達到均勻一致。塗層厚度應視紙質好壞及油墨層厚薄而定:表麵平滑的銅版紙,塗布量一般為3~59/m2(厚約5μm);表麵粗糙、吸墨量大的膠版紙、白版紙,塗布量為7~8g/m2(厚約8μm)。當然,墨層厚,塗布量應稍大,反之則相反。但塗層過厚,易起泡、起皺,反之則覆膜不牢。
4)烘幹
其目的是去除粘合劑中的溶劑,保留粘合劑的固體含量。烘道溫度應掌握在40~60℃之間,主要由過塑粘合劑中溶劑揮發性的快慢未確定。膠層的幹燥度一般控製在90~95%,此時粘結力大,紙塑複合最牢。塗層不平或過幹,會使粘結力下降,造成覆膜起泡、脫層。
5)調整熱壓溫度和輥間壓力
熱壓溫度根據印刷品墨層厚度、紙質好壞、氣候變化等情況來調整,一般應控製在60~80℃。溫度過高會超過薄膜承受範圍,極易使產品曲卷、起泡、皺格等,且橡膠輥表麵易燙損變形;溫度過低,覆膜不牢,易脫層。一般銅版紙的熱壓溫度較低,膠版紙、白版紙及墨層厚的印刷品的熱壓溫度偏高。
輥間壓力應視不同紙質及紙張厚度正確調整。壓力過大,紙麵稍有不平整或薄膜張力不完全一致時,會產生壓皺或出現條紋的現象;壓力長期過大,會導致橡膠輥變形,輥的軸承也會因受力過大而磨損。壓力過高或不均勻,則會造成覆膜不牢、脫層現象。
6)機速的控製
機速越快,熱壓時間也就越短,因此溫度可調高些,壓力可加大些,粘合劑的粘度應大些;反之亦然。機速一般控製在6~1Om/min為宜,機速過快或過慢都會影響覆膜質量。
7)試樣檢測
試覆膜後抽出樣張,按照產品標準,對抽樣產品進行關鍵性能檢測,要求達到表麵光亮、平滑,以及無皺折、氣泡、脫層等。
8)定型分割
覆膜的產品如果是白版紙印刷品,應立即分割並且膜麵朝上放置;銅版紙、膠版紙的印刷品,應先複卷並放置24h後,才能分割,這樣既可提高粘結牢度,又能防止單張紙卷曲。
預塗膜覆膜工藝流程則省去了粘合劑的調配、塗布以及烘幹等工藝環節。
4、覆膜材料選用要求
目前覆膜工藝中常用的塑料薄膜有:聚氯乙烯(PVC)、聚丙烯(BOPP)和聚酯(PET)薄膜等。其中BOPP薄膜(15~20pm)柔韌、無毒且透明度高,價格便宜,是覆膜工藝中較理想的複合材料。
為了符合覆膜印刷品的使用要求,塑料薄膜應當滿足以下要求:
(1)厚度直接影響薄膜的透光度、折光度、薄膜牢度和機械強度等,應根據薄膜本身的性能和使用目的選擇適合的薄膜;
(2)經過電暈或其他方法處理後,使其具有較好的濕潤性能和粘合性能;
(3)薄膜透明度愈高愈好,以保證被覆蓋的印刷品有最佳清晰度;
(4)薄膜應具有良好的耐光性,在光線長時間照射下不易變色,具備一定的機械強度和柔韌特性;
(5)薄膜膜麵外觀應平整,無凹凸不平及皺紋,無氣泡、縮孔、針孔及麻點等瑕疵,膜麵無灰塵、雜質、油脂等汙染。
5、影響覆膜質量的因素
1)印刷品墨層狀況
2)指紙張性質、油墨性能、墨層厚度、圖文麵積及印刷圖文密度等。
如果印刷品墨層較厚或印刷圖文麵積較大,會(hui) 導致油墨封閉紙張纖維毛細孔,阻礙粘合劑的滲透和擴散,使得印刷品與(yu) 塑料薄膜很難粘合,容易出現脫膜、起泡等故障。如果在墨跡未完全幹燥時覆膜或噴粉過多,覆膜後的產(chan) 品就會(hui) 發生起泡、脫膜現象。
2)複合強度
指覆膜產(chan) 品中塑料薄膜與(yu) 紙張(板)印刷品之間的粘合牢度,它的大小取決(jue) 於(yu) 塑料薄膜、紙張(板)印刷品與(yu) 粘合劑(或熱熔膠)之間的粘合力大小。
覆膜牢度的關(guan) 鍵在於(yu) 膠與(yu) 印刷品(油墨和基材)的親(qin) 和性。覆膜產(chan) 品的複合強度,既受覆膜生產(chan) 過程中的工藝參數影響,同時又與(yu) 墨層厚度、圖文麵積、油墨特性、衝(chong) 淡劑、噴粉的使用,墨層幹燥的情況等有關(guan) 。
3)承印材料
承印材料對於(yu) 覆膜質量有很大的影響。紙包裝的材料大多為(wei) 白板紙、卡紙等,如果其表麵清潔光滑、厚度均勻、耐折強度高,覆膜效果就比較理想。
4)溫度
加溫能軟化薄膜,使紙張與(yu) 塑料薄膜相粘合,但溫度偏高,薄膜容易斷裂,而且薄膜加熱收縮所形成的內(nei) 應力,會(hui) 導致覆膜產(chan) 品卷曲、起皺、粘合不牢,嚴(yan) 重影響產(chan) 品質量,故應采取風冷等措施。
6、塑料薄膜覆膜的發展趨勢
覆膜後的紙張因無法回收而成為(wei) 一種白色汙染,且覆膜過程中有甲苯、天拿水等有毒物質揮發,損害人們(men) 健康。
現代技術的發展,給包裝覆膜工藝帶來了新的發展機遇。目前國內(nei) 市場上可以購買(mai) 到全自動水性覆膜機,這種機器操作過程完全自動化,減少了人機接觸時間,也就減少了操作人員與(yu) 汙染源的接觸時間。同時,市場上也在大力推廣使用環保型粘合劑。科技進步也給包裝覆膜工藝帶來新的危機和挑戰。鑒於(yu) 水性上光工藝和UV上光工藝同樣能增加印刷品表麵光澤度、提高印刷品挺度,包裝廢棄物可回收再利用或自行分解,越來越多的包裝印刷企業(ye) 已經采用上光工藝。因此,當前的包裝產(chan) 品覆膜市場正在被上光工藝所吞食。
盡管上光工藝是覆膜工藝強有力的競爭(zheng) 對手,但是,在某些場合下,覆膜工藝是上光工藝所無法替代的,譬如覆膜產(chan) 品能顯著增加印刷品的強度,這一點對於(yu) 手提袋類產(chan) 品至關(guan) 重要。
本文地址:https://www.plnix.com/1107/